In de woestijn van Dubai is in 2017 het eerste op locatie geprinte utiliteitsgebouw ter wereld gerealiseerd: het R&Drone Laboratory (foto 1). Het project past in het streven van Dubai om in 2030 25% van alle gebouwen te printen. Speciaal voor het project is een mobiele 3D-printer vanuit Nederland naar het emiraat getransporteerd.
4
3D-betonprinten
in de woestijn
Laboratorium in Dubai ter plaatse geprint
3D-betonprinten in de woestijn 2 2018
5
12-0,30
-0,15
+0,00
-0,15 badkamer
dakraam werkbank
eerste hulp
opslag
werkbank
kantoor
werk-
plekken
deur
ingang
trap
naar dak
14
-0,30
3,60
4,20 4,20
12
2
Het R&Drone Laboratory heeft een voetprint van 12 × 14 m²
(168 m², fig. 2) en is onderverdeeld in vier zones: een elektro-
nisch, software-, mechanisch en een prototypelab. Het gebouw
bestaat uit één bouwlaag met een vrije hoogte van 4,0 m. Het
dak is via een trap bereikbaar en vormt een groot terras dat
onder andere zal worden gebruikt voor het op afstand besturen
en testen van drones.
In de woestijn van Dubai is in 2017 het eerste op locatie
geprinte utiliteitsgebouw ter wereld gerealiseerd: het
R&Drone Laboratory (foto 1). Het project past in het
streven van Dubai om in 2030 25% van alle gebouwen te
printen. Speciaal voor het project is een mobiele 3D-printer
vanuit Nederland naar het emiraat getransporteerd.
1
ing. Hans Laagland,
dr.ir. Paul Teeuwen
Witteveen+Bos
Berry Hendriks
CyBe 1 R&Drone Laboratory in Dubai
2 Plattegrond
Constructief ontwerp
De constructie van het R&Drone Laboratory bestaat uit een op
staal gefundeerde betonplaat. Hierop zijn on-site, met een
3D-betonprinter, holle wandelementen geprint die de gevel
vormen van het gebouw. De wandelementen dragen de uit
kanaalplaten samengestelde dakvloer en verzorgen de globale
stabiliteit van het gebouw. Boven op de dakvloer zijn
R&Drone Laboratory
Het laboratoriumgebouw is ontwikkeld in opdracht van DEWA
(Dubai Electricity and Water Authority). In het gebouw worden
DEWA-drones ontwikkeld. Deze worden onder andere gebruikt
voor onderhoud en inspectie van het grootste zonnepark ter
wereld, dat op 50 km van Dubai-stad wordt gebouwd. In 2020
moet er voor 1000 MW aan pv-panelen zijn geïnstalleerd.
3D-betonprinten in de woestijn 2 2018
6
3
4
3 Model van het R&Drone Laboratory
4 Printer in actie
3D-geprinte betonwandelementen geplaatst die de balustrade
vormen. In totaal zijn in drie weken tijd 51 elementen geprint.
Wandelementen
De gevel is onderverdeeld in 24 losse wandelementen (fig. 3).
Deze zijn van elkaar gedilateerd om krimp en thermische
werking te kunnen laten plaatsvinden. De wandelementen zijn
3,75 m hoog en maximaal 2 m breed. De wanddikte varieert
over de hoogte van de wand; van brede basis met smalle boven- zijde tot smalle basis met brede bovenzijde. De wanddiktes
variëren van 330 mm tot 1200 mm. De wandelementen zijn
horizontaal en/of verticaal gekromd. Als gevolg hiervan hebben
ze allemaal een unieke geometrie. Het op een economische
wijze realiseren van dit ontwerp was alleen mogelijk door
gebruik te maken van 3D-printtechnologie (foto 4).
Voor het project is een principedetailbibliotheek voor de bouw-
kundige detaillering ontwikkeld, die voor nieuwe projecten zal
worden doorontwikkeld en uitgebouwd.
Doorsnede
De eerste ideeën van de dwarsdoorsnede van een wandelement
werden ontwikkeld tijdens een ontwerpsessie. Een belangrijke
voorwaarde was dat de doorsnede een gesloten vorm moest
hebben om een continu printspoor te realiseren. De techniek
biedt vrijheid het materiaal te gebruiken waar nodig. Echter, de
breedte van het printspoor is bij voorkeur relatief klein, waardoor
lokale stabiliteit de ongesteunde lengte van rechte wanddelen
limiteert.
Het resultaat is een wandconcept dat bestaat uit een gekoppelde
buiten- en binnenschil met holle ruimte ertussen (fig. 5). De dikte
van de schil is gelijk aan de breedte van het printspoor die 40 mm
bedraagt. De interne koppelingen functioneren als een verstijver
en bieden ondersteuning aan de buitenschil. Ze zijn gerealiseerd
met twee volledig verbonden printsporen (samen dus 80 mm).
3D-betonprinten in de woestijn 2 2018
7
5
buitenschil (enkel printspoor; t = 40 mm)
inwendige verstijver (twee verbonden printsporen; t = 80 mm)
gewapend betonnen kolom
250 mm
(min) 350 mm
2000 mm (max) 5
Horizontale doorsnede wand
hierdoor blootgesteld aan hydratatiewarmte van het in-situ-
beton. Het effect van de warmteopwekking en de resulterende
spanningen zijn onderzocht. Door gebruik te maken van een
low-heat-cement en te werken in een tent (foto 7 en 8) om
afkoeling door wind te reduceren, kon scheurvorming van de
3DCP-elementen worden voorkomen.
Betonbalk
Aan de bovenzijde zijn de wandelementen voorzien van een
met de kolom verbonden horizontale gewapende betonbalk.
Betonnen kolommen
Omdat het gebouw ook in het geval van een aardbeving
voldoende veiligheid moet bieden, is ductiel bezwijkgedrag een
vereiste. Bij ongewapend beton is hier geen sprake van. Daarom is
in elk 3D-geprint betonwandelement een verborgen gewapend
betonnen kolom opgenomen. Na het printen van de elementen
zijn vanaf de bovenzijde wapeningskorven ingehesen in het
middelste deel van de wand, waarna de holte met beton is gevuld
(fig. 6). Het geprinte wandelement fungeerde hierbij als bekisting.
Naast de stortbelasting wordt het 3D-geprinte betonelement
3D Concrete Printing (3DCP)
Eigenschappen
Daar waar bij het traditionele betonstorten het beton vloeibaar is en
er bekisting nodig is om het materiaal bij elkaar te houden, wordt er
bij 3D Concrete Printing (3DCP) gewerkt zonder bekisting. Het 3DCP-
materiaal heeft de eigenschap dat het zijn vorm behoudt op de plek
waar het door de printer wordt neergelegd. De 3DCP-techniek biedt
ontwerpers grote vormvrijheid waardoor bouwwerken kunnen
worden gecreëerd die met de traditionele bouwmethoden onbereik -
baar zijn. Daarnaast zorgt deze bouwwijze voor een grote besparing
in het materiaalgebruik omdat het materiaal alleen daar wordt
geplaatst waar het nodig is, zonder gebruik te maken van bekistings-
materiaal. Hierdoor kan 3D-betonprinten een belangrijke rol spelen
in duurzaam bouwen. Doordat materiaal efficiënter wordt toegepast,
leidt het tot een minimaal materiaal- en transportverbruik en
daarmee een verminderde CO2 -uitstoot.
Ontwerpproces
Het ontwerpproces van een gebouw met een 3D-geprinte beton-
constructie verschilt fundamenteel van traditionele ontwerppro -
cessen. Het vraagt andere vaardigheden van de constructeur, zoals
het bekend zijn met het productieproces en vaardigheden op het
gebied van digital construction. De mogelijkheden en begrenzingen van het printproces moeten
van begin af aan worden meegenomen in het ontwerpproces.
Bij een traditionele constructie zijn na het vaststellen van de
noodzakelijke betonsterkteklasse de meeste materiaaleigen-
schappen voor het constructieve ontwerp bekend. Bij 3DCP
bepaalt ook het printproces de uiteindelijke eigenschappen van
het materiaal.
Regelgeving
Over het materiaal- en constructief gedrag van een 3D-geprinte
betonconstructie is nog niets vastgelegd in normen of richtlijnen.
Ook ligt niet vast hoe een dergelijke constructie moet worden
ontworpen of waaraan een 3D-geprinte betonconstructie moet
voldoen. Dit vraagt van alle betrokken partijen een open houding.
Gedurende het ontwerpproces is de vergunningverlenende
instantie een belangrijke partner. Door het ontbreken van voor
-
schriften wordt met deze instantie afgesproken hoe aannemelijk
kan worden gemaakt dat de constructie veilig is. Het is daarom van
belang deze zo vroeg mogelijk bij het project te betrekken. Ook is
het nodig dat gedurende de ontwerpfase veelvuldig wordt getest
en dat randvoorwaarden voor printproces en ontwerp worden
vastgesteld.
3D-betonprinten in de woestijn 2 2018
8
6
dwarskrachtdeuvel
fundatie detail dwarskrachtdeuvel
gehesen. De 25 balustrade-elementen zijn binnen een tijds-
bestek van slechts twee dagen geprint. Op basis van deze twee
printprincipes (directly on-site en semi-precast) is ervaring
opgedaan in het kader van bouwlogistiek en daaraan gerela-
teerde bouwtijd en bouwkosten.
Het betonprintproces bestond uit verschillende onderdelen.
Ten eerste is bekeken of de initiële vorm die is voorgesteld door
de architect, binnen de printbaarheid viel. Gekeken is of de
laagsgewijze offset ? de verspringing van laag tot laag waarmee
dubbelgekromde vormen zijn te realiseren ? haalbaar was.
Tevens is onderzocht wat het effect was op de constructieve
eigenschappen van het element en de stabiliteit van het element
tijdens het printproces. Op basis van de ligging van het zwaarte-
punt kon voor elk moment tijdens het printen worden bepaald
of er sprake was van stabiel evenwicht.
Toen bleek dat het model printbaar was, is met de constructeur
bekeken of en hoe het model constructief te verantwoorden was.
Dit aan de hand van het EEM-model. Hierna is het ontwerp
omgezet in een parametrisch model. Hiervoor is door CyBe
een softwaretool ontwikkeld, waardoor het design en enginee-
ringsproces veel meer geautomatiseerd verliep. Een groot
voordeel van dit geautomatiseerde proces was het gemak
waarmee het design kon worden aangepast.
Tijdens de voorbereiding van het R&Drone Laboratory werd
enkele weken van tevoren besloten dat het gebouw vergroot
moest worden, van 10 × 10 m
2 naar 12 × 14 m 2. De architect
kon het parametrisch model als basis gebruiken voor het
aanpassen van het ontwerp. Bij de traditionele processen zou
dit weken tot maanden vertraging hebben opgeleverd, zeker bij
een ontwerp met deze complexe vormen. Met behulp van de
softwaretool werd deze periode verkort tot enkele dagen.
Toen het ontwerp was goedgekeurd, is het omgezet naar een
G-code; de input voor de printer. Hiermee is een koppeling
gemaakt tussen de digitale wereld en de printer. Door het gebruik
van een zesassige machine (de printer), aangestuurd door deze
G-code, konden de elementen op enkele millimeters van elkaar
worden geprint. Met deze werkwijze kon zeer nauwkeurig worden
gebouwd aangezien de printer is ingesteld tot op de millimeter.
Conventionele bouwmethoden houden met grotere toleranties
rekening. Dit kan bij de samenwerking met 3D-printtechnieken
tijdens de bouw tot conflicterende situaties leiden . In Dubai
moest door opgetreden maatafwijkingen de fundatie eerst worden
aangevuld tot de exact benodigde breedte, voordat kon worden
gestart met het printen.
Deze zijn ter plaatste gestort waarbij het 3DCP-element als
bekisting fungeerde (fig. 5). Dwarskrachtdeuvels in de kop van
de balken koppelen de elementen onderling. De balk fungeert
tevens als oplegging voor de kanaalplaten.
Aantonen constructieve veiligheid
Het constructief ontwerp van het R&Drone Laboratory is
gebaseerd op een combinatie van experimenteel onderzoek en
geavanceerde eindige-elementenberekeningen. In Nederland
zijn gestandaardiseerde proeven uitgevoerd om de materiaal-
eigenschappen van het 3D-geprinte beton vast te stellen (o.a.
conform EN 196-3 [1], EN 1015 [2]). Om de treksterkte van
het gelaagde beton te bepalen zijn, ter vaststelling van de hecht-
sterkte, proeven op gelaagd geprint beton uitgevoerd (volgens
CUR-Aanbeveling 20 [3] en EN 1542 [4]). Al deze waarden zijn
gebruikt in de EEM-berekeningen.
Ondanks het ontbreken van normen voor 3D-geprinte beton-
constructies, kon op deze manier worden aangetoond dat de
constructie veilig is, waardoor alle benodigde bouwvergunningen
werden verkregen.
Printproces
De elementen zijn geprint met een mobiele printer uit
Nederland (foto 9). De printer deed, afhankelijk van de exacte
afmeting, maximaal twee uur over het printen van één element.
Naast de 24 wandelementen zijn ook de 5 binnenwanden
geprint. Daarna zijn de balustrade-elementen on-site naast het
gebouw geprint (semi-precast) en vervolgens op het dak
3D-betonprinten in de woestijn 2 2018
9
6 Langsdoorsnede wand
7, 8 Printen is uitgevoerd in een tent
Het printen is uitgevoerd door een Nederlands printteam (foto 4).
Voordat dit team daadwerkelijk afreisde naar Dubai, zijn in
Nederland verschillende complexe elementen geprint om te testen
of alles werkte zoals bedacht. Na deze laatste controle werd alles
naar de locatie getransporteerd. Voor het printen waren, naast de
printer, de software voor de aansturing en het materiaal, ook
meerdere operators nodig.
Betonsoort
Het beton waarmee de 3D-betonprinter print, heeft andere eigen-
schappen dan regulier beton. Het geprinte beton moet vrijwel
direct in staat zijn bovenliggende lagen te dragen; de 3,75 m hoge
wandelementen werden binnen twee uur geprint. Voor dit project
is het zogenoemde CyBe MORTAR gebruikt. De uithardingstijd
van dat mengsel is veel korter. Ook is de hydratatietijd sterk gere-
duceerd. De benodigde sterkte wordt bereikt in 24 uur, waar bij
traditionele bouwmethoden rekening moet worden gehouden
met 28 dagen. Bijkomend voordeel is de versnelde afwerkmoge-
lijkheid van een object. Waar normaliter bijna een maand moet
worden gewacht met stuken en schilderen, kan dat met dit materi-
aal al na 24 uur. Dit vergt een strakke planning op de bouwplaats,
maar levert als resultaat veel tijdwinst op.
Terwijl de printer zijn werk deed, kon de operator het object
afwerken voor bijvoorbeeld een glad en strak resultaat. Ook
konden faciliteiten worden aangebracht zoals voor ventilatie, het
verlengen van stekeinden, elektriciteitsbuizen en buizen voor de
centerpennen voor het afschoren van de elementen. Dit afschoren
was nodig tijdens de bouwfase om problemen bij (harde) te voor
-
komen.
7
8
3D-betonprinten in de woestijn 2 2018
10
9 Mobiele printer uit Nederland
Toekomst
In Dubai staat nu het eerste on-site geprinte gebouw ter wereld.
Het project laat goed zien welke mogelijkheden en voordelen
een 3D-printer biedt bij gebruik in de bouwsector: grote vorm-
vrijheid, besparing in materiaalgebruik en kortere bouwtijd.
Ondanks dat 3D-betonprinten de laatste jaren een enorme
vlucht heeft genomen, staat de toepassing van de technologie in
de bouw nog in de kinderschoenen. De verwachting is echter
dat de 3D-betonprinttechnologie in de toekomst de sector als
bedrijfstak ingrijpend zal veranderen. Werken met 3DCP
vraagt een ander soort vaardigheden dan wapening vlechten of
metselen, namelijk het werken met robots, zoals dat in andere
sectoren veelal al gebruikelijk is.
?
?
L ITERATUUR
1 NEN-EN 196-3:2005+A1:2009 - Beproevingsmethoden voor cement
- Deel 3: Bepaling van begin en einde van de binding en bepaling
van de vormhoudendheid.
2 NEN-EN 1015-11:1999 / NEN-EN 1015-11:2017 Ontw. en
Beproevingsmethoden voor mortel voor metselwerk - Deel 11:
Bepaling van de buigtrek- en druksterkte van verharde mortel.
3 CUR-Aanbeveling 20 - Bepaling van de hechtsterkte van mortels op
beton.
4 NEN-EN 1542:1999 Producten en systemen voor de bescherming en
reparatie van betonconstructies - Beproevingsmethoden - Bepaling
van de hechtsterkte door middel van de afbreekproef.
Bij het strikt naleven van de voorschriften (NEN EN 206 +
NEN 8005) zou de water-cementfactor niet overeenkomen
met de mengverhouding tijdens printen. Hierdoor zouden de
proefstukken niet representatief zijn. CyBe heeft daarom
procedures ontwikkeld om de eigenschappen op een goede
manier te kunnen bepalen. De eigenschappen van het materi-
aal zijn vastgelegd in de 'material properties datasheet' en
gebruikt in de EEM-berekening. Om het mengsel in Dubai te
mogen gebruiken, was echter een conformiteitsbeoordeling
door Dubai Central Laboratory noodzakelijk. Tijdens de daad-
werkelijke uitvoering zijn daarom nogmaals proefstukken
vervaardigd om het materiaal te kunnen vergelijken met het
beoordeelde materiaal. Op basis van deze materiaalproeven
konden de materiaaleigenschappen met voldoende nauwkeu -
righeid worden aangetoond.
Het tijdsinterval tussen het printen van twee lagen bij het
beproeven van het mengsel bedroeg tien seconden. In de prak-
tijk bedroeg dit interval echter twee minuten. Daarom is
onderzocht wat de invloed was van het tijdsinterval op de
hechtsterkte tussen de printlagen. Die invloed bleek nihil.
Daarnaast is ondervonden dat de omgevingstemperatuur
vrijwel geen invloed heeft op de uithardingstijd van het mate-
riaal. Nazorg is een veel belangrijkere factor. Na het printen
moet zorgvuldig water worden toegevoegd om te garanderen
dat er geen scheurvorming ontstaat. Dit is bij alle wanden in
Dubai goed gelukt.
9
? PROJECTGEGEVENS
project R&Drone Laboratory, Dubai
opdrachtgever Dubai Electricity and
Water Authority (DEWA)
architect Wanders Wagner Architects
(Dubai)
3DCP construction CyBe
Construction
constructeur Witteveen+Bos
aannemer Convrgnt Value
Engineering (Dubai)
oplevering mei 2017
3D-betonprinten in de woestijn 2 2018

Foto 1: R&Drone Laboratory in Dubai
R&Drone Laboratory
Het laboratoriumgebouw is ontwikkeld in opdracht van DEWA (Dubai Electricity and Water Authority). In het gebouw worden DEWA-drones ontwikkeld. Dezeworden onder andere gebruikt voor onderhoud en inspectie van het grootste zonnepark, ter wereld dat op 50 km van Dubai-stad wordt gebouwd. In 2020 moet er voor 1000 MW aan pv-panelen zijn geïnstalleerd.
Het R&Drone Laboratory heeft een voetprint van 12 × 14 m2 (168 m2, fig. 2) en is onderverdeeld in vier zones: een elektronisch, software-, mechanisch en een prototype lab. Het gebouw bestaat uit één bouwlaag met een vrije hoogte van 4,0 m. Het dak is via een trap bereikbaar en vormt een groot terras dat onder andere zal worden gebruikt voor het op afstand besturen en testen van drones.
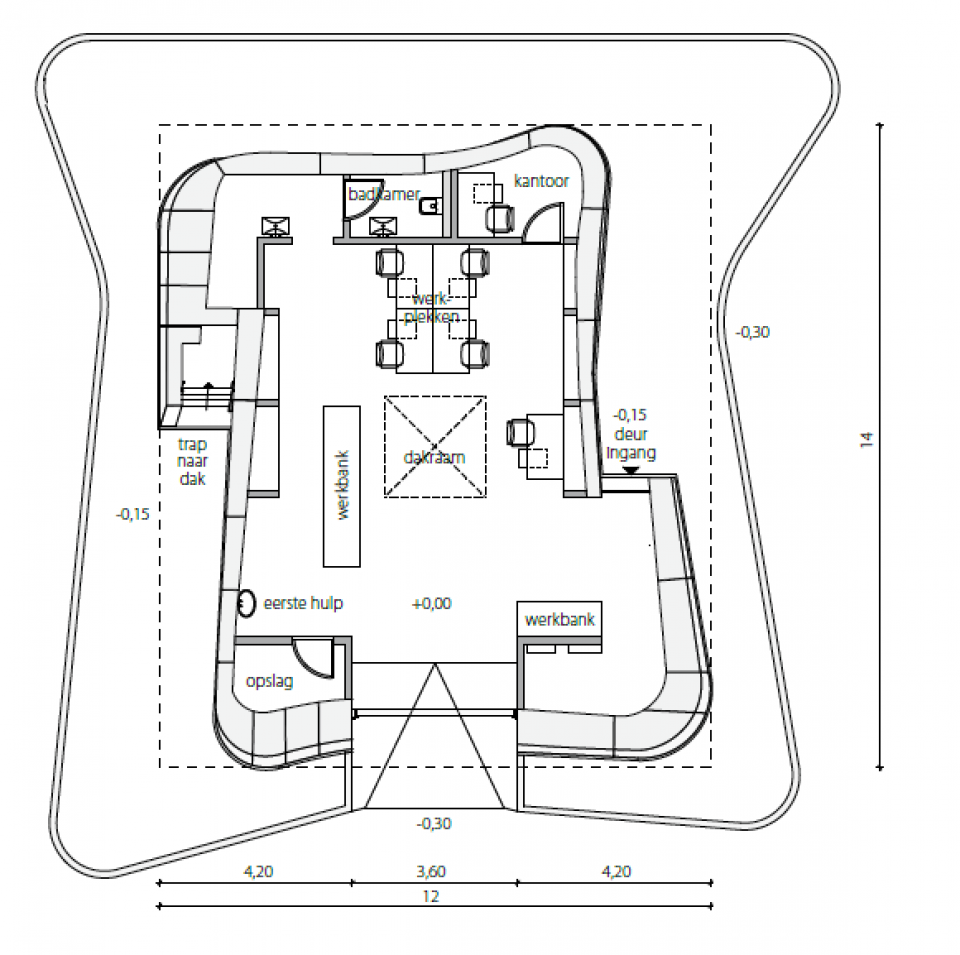
Figuur 2: Plattegrond R&Drone Laboratory
3D Concrete Printing (3DCP)
Eigenschappen
Daar waar bij het traditionele betonstorten het beton vloeibaar is en er bekisting nodig is om het materiaal bij elkaar te houden, wordt er bij 3D Concrete Printing (3DCP) gewerkt zonder bekisting. Het 3DCP-materiaal heeft de eigenschap dat het zijn vorm behoudt op de plek waar het door de printer wordt neergelegd. De 3DCP-techniek biedt ontwerpers grote vormvrijheid waardoor bouwwerken kunnen worden gecreëerd die met de traditionele bouwmethoden onbereikbaar zijn. Daarnaast zorgt deze bouwwijze voor een grote besparing in het materiaalgebruik omdat het materiaal alleen daar wordt geplaatst waar het nodig is, zonder gebruik te maken van bekistingsmateriaal. Hierdoor kan 3D-betonprinten een belangrijke rol spelen in duurzaam bouwen. Doordat materiaal efficiënter wordt toegepast, leidt het tot een minimaal materiaal- en transportverbruik en daarmee een verminderde CO2-uitstoot.
Ontwerpproces
Het ontwerpproces van een gebouw met een 3D-geprinte betonconstructie verschilt fundamenteel van traditionele ontwerpprocessen. Het vraagt andere vaardigheden van de constructeur, zoals het bekend zijn met het productieproces en vaardigheden op het gebied van digital construction.
De mogelijkheden en begrenzingen van het printproces moeten van begin af aan worden meegenomen in het ontwerpproces. Bij een traditionele constructie zijn na het vaststellen van de noodzakelijke betonsterkteklasse de meeste materiaaleigenschappen voor het constructieve ontwerp bekend. Bij 3DCP bepaalt ook het printproces de uiteindelijke eigenschappen van het materiaal.
Regelgeving
Over het materiaal- en constructief gedrag van een 3D-geprinte betonconstructie is nog niets vastgelegd in normen of richtlijnen. Ook ligt niet vast hoe een dergelijke constructie moet worden ontworpen of waaraan een 3D-geprinte betonconstructie moet voldoen. Dit vraagt van alle betrokken partijen een open houding. Gedurende het ontwerpproces is de vergunningverlenende instantie een belangrijke partner. Door het ontbreken van voorschriften wordt met deze instantie afgesproken hoe aannemelijk kan worden gemaakt dat de constructie veilig is. Het is daarom van belang deze zo vroeg mogelijk bij het project te betrekken. Ook is het nodig dat gedurende de ontwerpfase veelvuldig wordt getest en dat randvoorwaarden voor printproces en ontwerp worden vastgesteld.
Constructief ontwerp
De constructie van het R&Drone Laboratory bestaat uit een op staal gefundeerde betonplaat. Hierop zijn on-site, met een 3D-betonprinter, holle wandelementen geprint die de gevel vormen van het gebouw. De wandelementen dragen de uit kanaalplaten samengestelde dakvloer en verzorgen de globale stabiliteit van het gebouw. Boven op de dakvloer zijn 3D-geprinte betonwandelementen geplaatst die de balustrade vormen. In totaal zijn in drie weken tijd 51 elementen geprint.
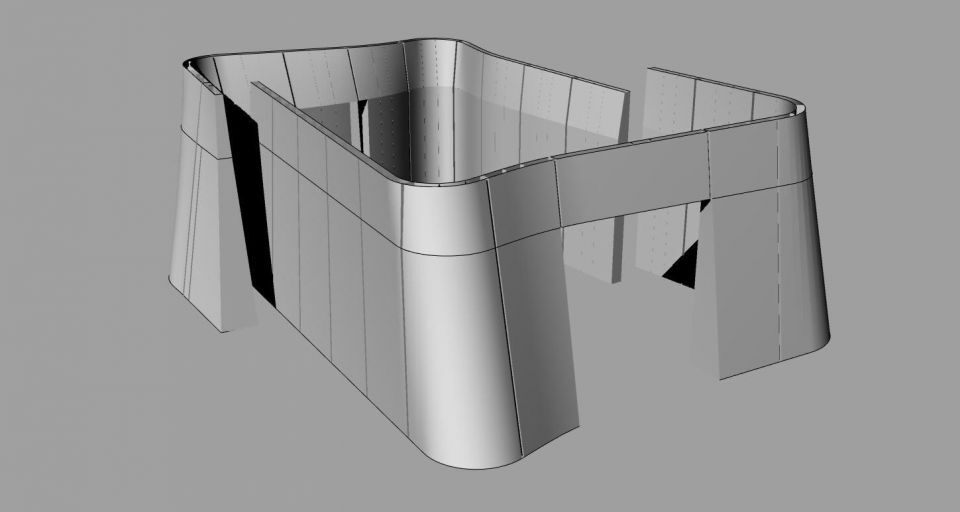
Figuur 3: Model van het R&Drone Laboratory
Wandelementen
De gevel is onderverdeeld in 24 losse wandelementen (fig. 3). Deze zijn van elkaar gedilateerd om krimp en thermische werking te kunnen laten plaatsvinden. De wandelementen zijn 3,75 m hoog en maximaal 2 m breed. De wanddikte varieert over de hoogte van de wand; van brede basis met smalle bovenzijde tot smalle basis met brede bovenzijde. De wanddiktes variëren van 330 mm tot 1200 mm. De wandelementen zijn horizontaal en/of verticaal gekromd. Als gevolg hiervan hebben ze allemaal een unieke geometrie. Het op een economische wijze realiseren van dit ontwerp was alleen mogelijk door gebruik te maken van 3D-printtechnologie (foto 4).
Voor het project is een principedetailbibliotheek voor de bouwkundige detaillering ontwikkeld, die voor nieuwe projecten zal worden doorontwikkeld en uitgebouwd.

Foto 4: Printer in actie
Doorsnede
De eerste ideeën van de dwarsdoorsnede van een wandelement werden ontwikkeld tijdens een ontwerpsessie. Een belangrijke voorwaarde was dat de doorsnede een gesloten vorm moest hebben om een continu printspoor te realiseren. De techniek biedt vrijheid het materiaal te gebruiken waar nodig. Echter, de breedte van het printspoor is bij voorkeur relatief klein, waardoor lokale stabiliteit de ongesteunde lengte van rechte wanddelen limiteert.
Het resultaat is een wandconcept dat bestaat uit een gekoppelde buiten- en binnenschil met holle ruimte ertussen (fig. 5). De dikte van de schil is gelijk aan de breedte van het printspoor die 40 mm bedraagt. De interne koppelingen functioneren als een verstijver en bieden ondersteuning aan de buitenschil. Ze zijn gerealiseerd met twee volledig verbonden printsporen (samen dus 80 mm).
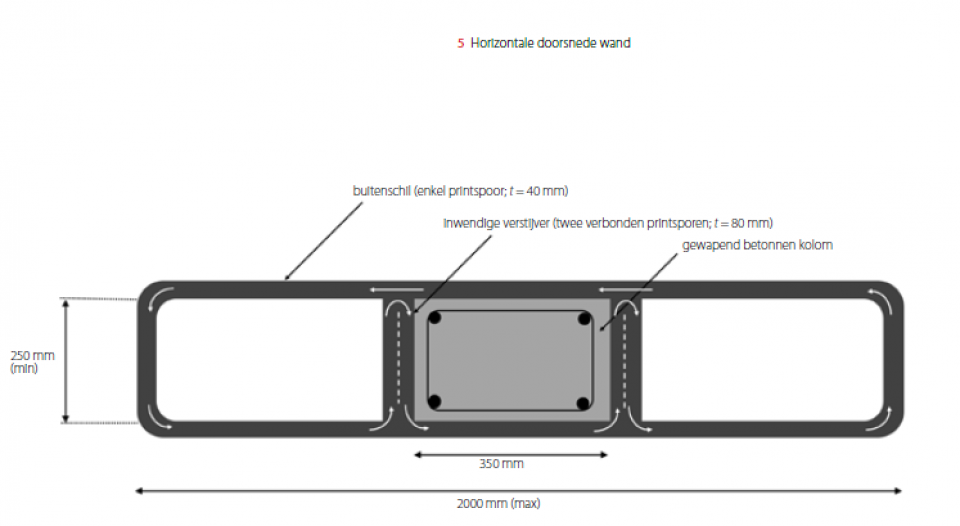
Figuur 5: Horizontale doorsnede wand
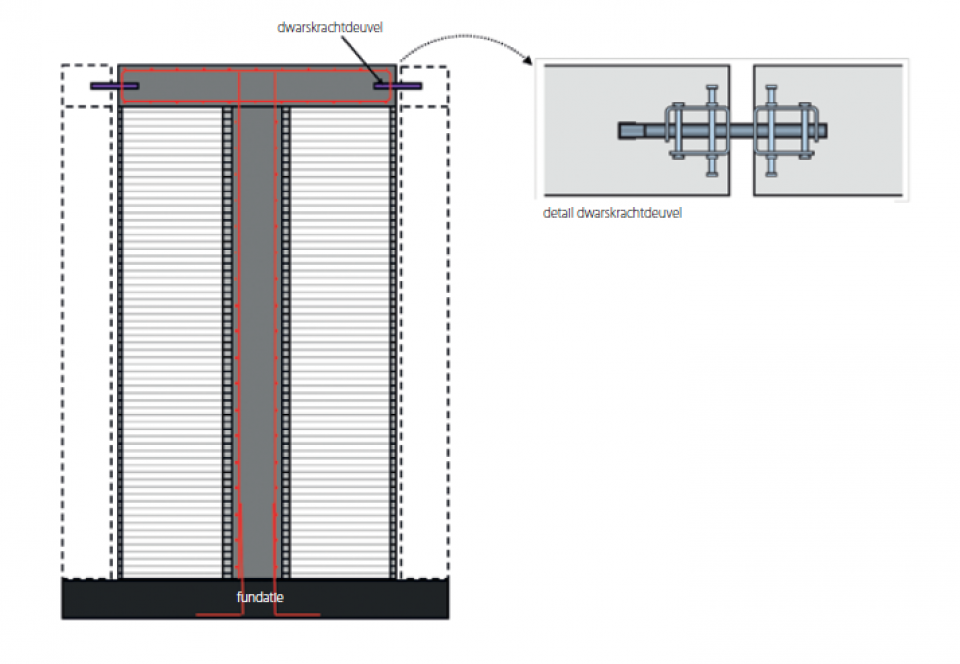
Figuur 6: Langsdoorsnede wand
Betonnen kolommen
Omdat het gebouw ook in het geval van een aardbeving voldoende veiligheid moet bieden, is ductiel bezwijkgedrag een vereiste. Bij ongewapend beton is hier geen sprake van. Daarom is in elk 3D-geprint betonwandelement een verborgen gewapend betonnen kolom opgenomen. Na het printen van de elementen zijn vanaf de bovenzijde wapeningskorven ingehesen in het middelste deel van de wand, waarna de holte met beton is gevuld (fig. 6). Het geprinte wandelement fungeerde hierbij als bekisting.
Naast de stortbelasting wordt het 3D-geprinte betonelement hierdoor blootgesteld aan hydratatiewarmte van het in-situbeton. Het effect van de warmteopwekking en de resulterende spanningen zijn onderzocht. Door gebruik te maken van een low-heat-cement en te werken in een tent (foto 7 en 8) om afkoeling door wind te reduceren, kon scheurvorming van de 3DCP-elementen worden voorkomen.
Foto 7: Printen is uitgevoerd in een tent
Foto 8: Printen is uitgevoerd in een tent
Betonbalk
Aan de bovenzijde zijn de wandelementen voorzien van een met de kolom verbonden horizontale gewapende betonbalk. Deze zijn ter plaatste gestort waarbij het 3DCP-element als bekisting fungeerde (fig. 5). Dwarskrachtdeuvels in de kop van de balken koppelen de elementen onderling. De balk fungeert tevens als oplegging voor de kanaalplaten.
Aantonen constructieve veiligheid
Het constructief ontwerp van het R&Drone Laboratory is gebaseerd op een combinatie van experimenteel onderzoek en geavanceerde eindige-elementenberekeningen. In Nederland zijn gestandaardiseerde proeven uitgevoerd om de materiaaleigenschappen van het 3D-geprinte beton vast te stellen (o.a. conform EN 196-3 [1], EN 1015 [2]). Om de treksterkte van het gelaagde beton te bepalen zijn, ter vaststelling van de hechtsterkte, proeven op gelaagd geprint beton uitgevoerd (volgens CUR-Aanbeveling 20 [3] en EN 1542 [4]). Al deze waarden zijn gebruikt in de EEM-berekeningen.
Ondanks het ontbreken van normen voor 3D-geprinte betonconstructies, kon op deze manier worden aangetoond dat de constructie veilig is waardoor alle benodigde bouwvergunningen werden verkregen.
Printproces
Foto 9: Mobiele printer uit Nederland
De elementen zijn geprint met een mobiele printer uit Nederland (foto 9). De printer deed, afhankelijk van de exacte afmeting, maximaal twee uur over het printen van één element. Naast de 24 wandelementen zijn ook de 5 binnenwanden geprint. Daarna zijn de balustrade-elementen on-site naast het gebouw geprint (semi-precast) en vervolgens op het dak gehesen. De 25 balustrade-elementen zijn binnen een tijdsbestek van slechts twee dagen geprint. Op basis van deze twee printprincipes (directly on-site en semi-precast) is ervaring opgedaan in het kader van bouwlogistiek en daaraan gerelateerde bouwtijd en bouwkosten.
Het betonprintproces bestond uit verschillende onderdelen. Ten eerste is bekeken of de initiële vorm die is voorgesteld door de architect, binnen de printbaarheid viel. Gekeken is of de laagsgewijze offset ? de verspringing van laag tot laag waarmee dubbelgekromde vormen zijn te realiseren ? haalbaar was. Tevens is onderzocht wat het effect was op de constructieve eigenschappen van het element en de stabiliteit van het element tijdens het printproces. Op basis van de ligging van het zwaartepunt kon voor elk moment tijdens het printen worden bepaald of er sprake was van stabiel evenwicht.
Toen bleek dat het model printbaar was, is met de constructeur bekeken of en hoe het model constructief te verantwoorden is. Dit aan de hand van het EEM-model. Hierna is het ontwerp omgezet in een parametrisch model. Hiervoor is door CyBe een software-tool ontwikkeld, waardoor het design en engineeringsproces veel meer geautomatiseerd verliep. Een groot voordeel van dit geautomatiseerde proces was het gemak waarmee het design kon worden aangepast.
Tijdens de voorbereiding van het R&Drone Laboratory werd enkele weken van tevoren besloten dat het gebouw vergroot moest worden, van 10 × 10 m2 naar 12 × 14 m2. De architect kon het parametrisch model als basis gebruiken voor het aanpassen van het ontwerp. Bij de traditionele processen zou dit weken tot maanden vertraging hebben opgeleverd, zeker bij een ontwerp met deze complexe vormen. Met behulp van de softwaretool werd deze periode verkort tot enkele dagen.
Toen het ontwerp was goedgekeurd, is het omgezet naar een G-code; de input voor de printer. Hiermee is een koppeling gemaakt tussen de digitale wereld en de printer. Door het gebruik van een zesassige machine (de printer), aangestuurd door deze G-code, konden de elementen op enkele millimeters van elkaar worden geprint. Met deze werkwijze kon zeer nauwkeurig worden gebouwd aangezien de printer is ingesteld tot op de millimeter.
Conventionele bouwmethoden houden met grotere toleranties rekening. Dit kan bij de samenwerking met 3D-printtechnieken tijdens de bouw tot conflicterende situaties leiden . In Dubai moest door opgetreden maatafwijkingen de fundatie eerst worden aangevuld tot de exact benodigde breedte, voordat kon worden gestart met het printen.
Terwijl de printer zijn werk deed, kon de operator het object afwerken voor bijvoorbeeld een glad en strak resultaat. Ook konden faciliteiten worden aangebracht zoals voor ventilatie, het verlengen van stekeinden, elektriciteitsbuizen en buizen voor de centerpennen voor het afschoren van de elementen. Dit afschoren was nodig tijdens de bouwfase om problemen bij (harde) te voorkomen.
Het printen is uitgevoerd door een Nederlands printteam (foto 4). Voordat dit team daadwerkelijk afreisde naar Dubai, zijn in Nederland verschillende complexe elementen geprint om te testen of alles werkte zoals bedacht. Na deze laatste controle werd alles naar de locatie getransporteerd. Voor het printen waren, naast de printer, de software voor de aansturing en het materiaal, ook meerdere operators nodig.
Betonsoort
Het beton waarmee de 3D-betonprinter print, heeft andere eigenschappen dan regulier beton. Het geprinte beton moet vrijwel direct in staat zijn bovenliggende lagen te dragen; de 3,75 m hoge wandelementen werden binnen twee uur geprint. Voor dit project is het zogenoemde CyBe MORTAR gebruikt. De uithardingstijd van dat mengsel is veel korter. Ook is de hydratatietijd sterk gereduceerd. De benodigde sterkte wordt bereikt in 24 uur, waar bij traditionele bouwmethoden rekening moet worden gehouden met 28 dagen. Bijkomend voordeel is de versnelde afwerkmogelijkheid van een object. Waar normaliter bijna een maand moet worden gewacht met stuken en schilderen, kan dat met dit materiaal al na 24 uur. Dit vergt een strakke planning op de bouwplaats, maar levert als resultaat veel tijdwinst op.
Bij het strikt naleven van de voorschriften (NEN EN 206 + NEN 8005) zou de water-cementfactor niet overeenkomen met de mengverhouding tijdens printen. Hierdoor zouden de proefstukken niet representatief zijn. CyBe heeft daarom procedures ontwikkeld om de eigenschappen op een goede manier te kunnen bepalen.De eigenschappen van het materiaal zijn vastgelegd in de 'material properties datasheet' en gebruikt in de EEM-berekening. Om het mengsel in Dubai te mogen gebruiken, was echter een conformiteitsbeoordeling door Dubai Central Laboratory noodzakelijk. Tijdens de daadwerkelijke uitvoering zijn daarom nogmaals proefstukken vervaardigd om het materiaal te kunnen vergelijken met het beoordeelde materiaal. Op basis van deze materiaalproeven konden de materiaaleigenschappen met voldoende nauwkeurigheid worden aangetoond.
Het tijdsinterval tussen het printen van twee lagen bij het beproeven van het mengsel bedroeg tien seconden. In de praktijk bedroeg dit interval echter twee minuten. Daarom is onderzocht wat de invloed was van het tijdsinterval op de hechtsterkte tussen de printlagen. Die invloed bleek nihil. Daarnaast is ondervonden dat de omgevingstemperatuur vrijwel geen invloed heeft op de uithardingstijd van het materiaal. Nazorg is een veel belangrijkere factor. Na het printen moet zorgvuldig water worden toegevoegd om te garanderen dat er geen scheurvorming ontstaat. Dit is bij alle wanden in Dubai goed gelukt.
Toekomst
In Dubai staat nu het eerste on-site geprinte gebouw ter wereld. Het project laat goed zien welke mogelijkheden en voordelen een 3D-printer biedt bij gebruik in de bouwsector: grote vormvrijheid, besparing in materiaalgebruik en kortere bouwtijd. Ondanks dat 3D-betonprinten de laatste jaren een enorme vlucht heeft genomen, staat de toepassing van de technologie in de bouw nog in de kinderschoenen. De verwachting is echter dat de 3D-betonprinttechnologie in de toekomst de sector als bedrijfstak ingrijpend zal veranderen. Werken met 3DCP vraagt een ander soort vaardigheden dan wapening vlechten of metselen, namelijk het werken met robots, zoals dat in andere sectoren veelal al gebruikelijk is.
Literatuur
1 NEN-EN 196-3:2005+A1:2009 - Beproevingsmethoden voor cement - Deel 3: Bepaling van begin en einde van de binding en bepaling van de vormhoudendheid.
2 NEN-EN 1015-11:1999 / NEN-EN 1015-11:2017 Ontw. - Beproevingsmethoden voor mortel voor metselwerk - Deel 11: Bepaling van de buigtrek- en druksterkte van verharde mortel.
3 CUR-Aanbeveling 20 - Bepaling van de hechtsterkte van mortels op beton.
4 NEN-EN 1542:1999 Producten en systemen voor de bescherming en reparatie van betonconstructies - Beproevingsmethoden - Bepaling van de hechtsterkte door middel van de afbreekproef.
Projectgegevens
project R&Drone Laboratory, Dubai
opdrachtgever Dubai Electricity and Water Authority (DEWA)
architect Wanders Wagner Architects (Dubai)
3DCP construction CyBe Construction
constructeur Witteveen+Bos
aannemer Convrgnt Value Engineering (Dubai)
oplevering Mei 2017
Meer informatie over het onderwerp 3D-betonprinten leest u op Cementonline



{kind=link}
{kind=link}
{kind=link}
Reacties