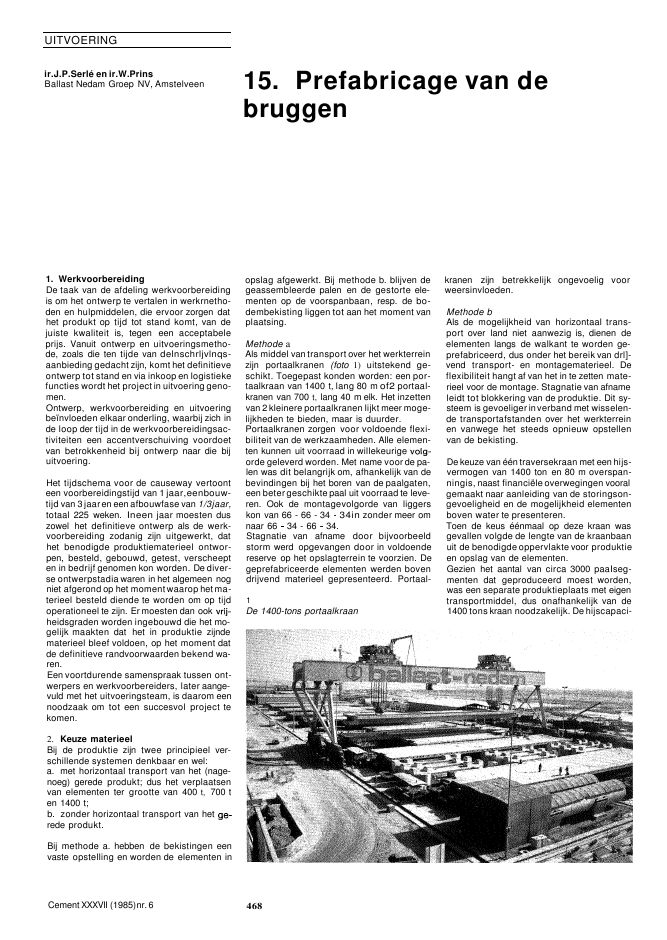
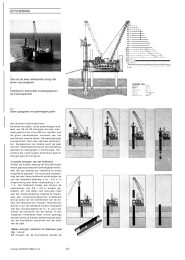
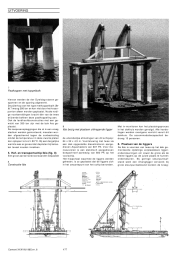
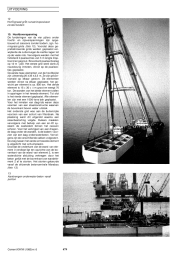
UITVOERINGir.J.P.Serl? en ir.W.PrinsBallast Nedam Groep NV, Amstelveen 15. Prefabricage van debruggen1. WerkvoorbereidingDe taak van de afdeling werkvoorbereidingis om het ontwerp te vertalen in werkrnetho-den en hulpmiddelen, die ervoor zorgen dathet produkt op tijd tot stand komt, van dejuiste kwaliteit is, tegen een acceptabeleprijs. Vanuit ontwerp en uitvoeringsmetho-de, zoals die ten tijde van delnschrljvlnqs-aanbieding gedacht zijn, komt het definitieveontwerp tot stand en via inkoop en logistiekefuncties wordt het project in uitvoering geno-men.Ontwerp, werkvoorbereiding en uitvoeringbe?nvloeden elkaar onderling, waarbij zich inde loop der tijd in de werkvoorbereidingsac-tiviteiten een accentverschuiving voordoetvan betrokkenheid bij ontwerp naar die bijuitvoering.Het tijdschema voor de causeway vertoonteen voorbereidingstijd van 1 jaar,eenbouw-tijd van 3 jaaren een afbouwfase van 1/3jaar,totaal 225 weken. Ineen jaar moesten duszowel het definitieve ontwerp als de werk-voorbereiding zodanig zijn uitgewerkt, dathet benodigde produktiematerieel ontwor-pen, besteld, gebouwd, getest, verscheepten in bedrijf genomen kon worden. De diver-se ontwerpstadia waren in het algemeen nogniet afgerond op het moment waarop het ma-terieel besteld diende te worden om op tijdoperationeel te zijn. Er moesten dan ookheidsgraden worden ingebouwd die het mo-gelijk maakten dat het in produktie zijndematerieel bleef voldoen, op het moment datde definitieve randvoorwaarden bekend wa-ren.Een voortdurende samenspraak tussen ont-werpers en werkvoorbereiders, later aange-vuld met het uitvoeringsteam, is daarom eennoodzaak om tot een succesvol project tekomen.2. Keuze materieelBij de produktie zijn twee principieel ver-schillende systemen denkbaar en wel:a. met horizontaal transport van het (nage-noeg) gerede produkt; dus het verplaatsenvan elementen ter grootte van 400 t, 700 ten 1400 t;b. zonder horizontaal transport van hetrede produkt.Bij methode a. hebben de bekistingen eenvaste opstelling en worden de elementen inCement XXXVII (1985)nr. 6opslag afgewerkt. Bij methode b. blijven degeassembleerde palen en de gestorte ele-menten op de voorspanbaan, resp. de bo-dembekisting liggen tot aan het moment vanplaatsing.Methode aAls middel van transport over het werkterreinzijn portaalkranen (foto 1) uitstekend ge-schikt. Toegepast konden worden: een por-taalkraan van 1400 t, lang 80 m of2 portaal-kranen van 700 t, lang 40 m elk. Het inzettenvan 2 kleinere portaalkranen lijkt meer moge-lijkheden te bieden, maar is duurder.Portaalkranen zorgen voor voldoende flexi-biliteit van de werkzaamheden. Alle elemen-ten kunnen uit voorraad in willekeurigeorde geleverd worden. Met name voor de pa-len was dit belangrijk om, afhankelijk van debevindingen bij het boren van de paalgaten,een beter geschikte paal uit voorraad te leve-ren. Ook de montagevolgorde van liggerskon van 66 - 66 - 34 34in zonder meer omnaar 66 34 - 66 34.Stagnatie van afname door bijvoorbeeldstorm werd opgevangen door in voldoendereserve op het opslagterrein te voorzien. Degeprefabriceerde elementen werden bovendrijvend materieel gepresenteerd. Portaal-1De 1400-tons portaalkraan468kranen zijn betrekkelijk ongevoelig voorweersinvloeden.Methode bAls de mogelijkheid van horizontaal trans-port over land niet aanwezig is, dienen deelementen langs de walkant te worden ge-prefabriceerd, dus onder het bereik van drl]-vend transport- en montagematerieel. Deflexibiliteit hangt af van het in te zetten mate-rieel voor de montage. Stagnatie van afnameleidt tot blokkering van de produktie. Dit sy-steem is gevoeliger in verband met wisselen-de transportafstanden over het werkterreinen vanwege het steeds opnieuw opstellenvan de bekisting.De keuze van ??n traversekraan met een hijs-vermogen van 1400 ton en 80 m overspan-ningis, naast financi?le overwegingen vooralgemaakt naar aanleiding van de storingson-gevoeligheid en de mogelijkheid elementenboven water te presenteren.Toen de keus ??nmaal op deze kraan wasgevallen volgde de lengte van de kraanbaanuit de benodigde oppervlakte voor produktieen opslag van de elementen.Gezien het aantal van circa 3000 paaIseg-menten dat geproduceerd moest worden,was een separate produktieplaats met eigentransportmiddel, dus onafhankelijk van de1400 tons kraan noodzakelijk. De hijscapaci-UITVOERING2Lay-out van de veldfabriek3Overzicht veldfabriek met links deinsteekhaventelt van deze kraan is bepaald op 80 ton, zijn-de het gewicht van de zwaarste paalsecties+ hijstuig. De betreffende kraanbaan kandan ?f geheel binnen en evenwijdig aan dekraanbaan van de 1400 tons kraan vallen, ?fhaaks daarop staan en er gedeeltelijk buitenvallen.In het eerste geval dient de 1400 tons kraanveel hoger te worden en zijn er passagepro-blemen. In het tweede geval zijn rail- en ka-belkruisingen onontkoombaar.De keus is gevallen op een produktie en op-slag van de paalsegmenten buiten de baanvan de 1400 tons kraan, waarbij het kruisenvooral als organisatieprobleem is be-schouwd. De andere mogelijkheid vraagtveel meer investering, of zelfs het vervangenvan de 1400 tons kraan door twee traverse-kranen van 700 ton. Als de railbanen zijn be-paald ligt daarmee de indeling van het helewerkterrein nagenoeg vast.ZWAREELEMENTEBETONCENTRALE WERKPLAATS KANTOREN WERKNEMERSVERBLIJF3. VeldfabriekDe betonelementen voor de brug zijn gepre-fabriceerd in een veldfabriek, gesitueerd aande noordzijde van het eiland Umm Nasan.De lokatie van het werkterrein is vooral omnautische redenen gekozen, nabij voldoendediep vaarwater. De bereikbaarheid over landvanuit Bahrein is verkregen door een tijdelij-ke dam tussen Umm Nasanen Bahrein, diebehalve voor verkeer ook voor elektriciteits-en communicatiekabels is gebruikt.De hoofdafmetingen van dit tegen Umm Na-san opgespoten werkterrein bedragen: leng-te ca. 850 m' en breedte ca. 300 m'. Aan dewestelijke zijde van het terrein is een insteek-haven gemaakt, lang 60 m' breed 63 m' endiep 4 m' (fig. 2, foto 3).De indeling van het werkterrein wordt geheelbepaald door een over de volle lengte vanhet terrein rijdende portaalkraan met eenhefvermogen van 1450 ton 2 loopkatten van725 ton elk - spoorwijdte van 80 m' eneen hoogte onder de haak van 20 m'. Op hetdoor deze portaalkraan bestreken gedeeltevan het werkterrein vinden produktie en op-slag plaats van de elementen, zoals de ko-kerliggers voor de rijbaan (1320 t) de palen(tot 350 t), de koppelbalken (tot 250 t)en alleelementen voor de hoofdoverspanning (van630 t tot 90 t) (foto 4). De kraanbaan is door-getrokken ter weerszijden van de insteekha-ven, zodat de portaalkraan de elementen opde schepen kon plaatsen.Cement XXXVII (1985)nr. 64Opslag moten voor vrije uitbouwbrug469UITVOERING5Veldfabriek met de twee loodrecht opelkaar staande kraanbanen; de kleinekraan verzorgt de produktie van depaalsectiesHaaks op deze produktiebaan is over de vollebreedte van het werkterrein een tweede pro-duktie- en opslagbaan geprojecteerd, diewordt bediend door een 80 tons brugkraanmet een spoorbreedte van 30 m'. Op het ge-deelte van deze baan, dat buiten het werkter-rein van de zware elementen ligt, werden on-der meer de paalsecties. de paalkoppen, depaalpluggen e.d. geproduceerd en opgesla-gen (foto 5). De gereedgekomen paalsectieszijn met de 80 tons brugkraan getranspor-teerd naar de 'assemblagebanen' onder hetbereik van de 1450 tons brugkraan.Enkele elementen, met een gewicht van min-der dan 1000 ton, konden door hun afmetin-gen toch niet door de 1450 tons kraan wor-den gehesen. Deze elementen - de grids(fundatie-elementen hoofdoverspanning),de landhoofden, de caissons voor brug 5 ende pijlerkoppen - zijn daarom aan de water-kant gemaakt, direct onder bereik van eendrijvende bok, met een hijscapaciteit van1000 ton.Om de produktiezone heen bevonden zichde toeleverende zones, kantoren en werk-plaatsen. Aan de noordzijde lag de beton-centrale met een capaciteit van 2 x 50 m3peruur, met bijbehorende zand-, steenslag- encementopslag, de zoetwaterfabriek met eencapaciteit van 1250 m3per 24 uur voor detotale watervoorziening, inclusief water voorhet wassen van het zand en de steenslag.Alle cement is in zakken van 1,5 ton over wa-ter aangevoerd waarvoor een loswal metoverslagkraan is gebouwd. Ten zuiden vande produktiezone bevindt zich de montage-plaats voor wapening en voorspanning, Hieris alle wapening geknipt, gebogen en ver-werkt tot geprefabriceerde korven, waarbijin totaal 35 000 ton is verwerkt (foto 6). Debenodigde materialen voor de voorspanningwerden in loodsen opgeslagen en eventueelvoorbewerkt voor latere montage.4. WapeningBij het opzetten van een fabriek voor het pre-fabriceren van betonnen elementen blijktsteeds weer dat in het produktieproces dewapening de meeste tijd vraagt. Door wape-ninqskooien buiten de bekisting te prefabri-ceren wordt het wapenen ontkoppeld van hetproduktieproces en daarmee buiten het kri-tieke pad gebracht.Dehandelingen in de produktiecyclus beper-ken zich dan tot het plaatsen van de korvenen het bijleggen van een aantal lasstaven.Om korven te kunnen transporteren en in devaste stalen bekistingen te zetten dienen zestijf en vormvast te zijn. De kooien moestendaartoe gelast zijn door middel van het punt-lassen van kruisstaven. Bij een voldoendaantal gelaste punten, ca. 1 op 4, ontstondenkooien die aan de produktie-eisen voldeden.Cement XXXVlI (1985)nr.6De kwaliteit van het wapeningsstaal en hetlasproces dienen op elkaar afgestemd tezijn, waarbij als voorwaarde geldt dat voor-verwarming van het staal niet tot de prakti-sche mogelijkheden behoort. Omgekeerdgeldt dat het lassen van hoogwaardig staalkan leiden tot brosse breuk van de staven.Gekozen is voor lassen met CO2, geschiktvoor staal met een koolstofequivalent~ 0,29%.Ter voorkoming van stekwapening, die pro-blemen geeft in een stalen kist, maar ook inverband met het agressieve milieu, werdenmechanische koppelingen toegepast waarnodig. Dit is met name het geval bij de kop-vlakken van de kokerliggers, waar in een la-tere fase, na verwijderen van de binnenkist,nog dwarsschotten aangebracht moestenworden. De korven voor de paalsegmentenworden op een roterende trommel met hori-zontale as in elkaar gelast, zodat de lasseraltijd goed bij zijn werk kan (foto 7).Voor de wapeningskorven van dekokerlig-gers zijn een aantal vaste frames opgesteld4706Geprefabriceerde wapeningskorfonder verplaatsbare overkappingen. Hier-door was het mogelijk de kooien recht-streeks met een giekkraan op een transport-wagen te plaatsen.Bij vaste produktieplaatsen voorwapenings-korven kunnen de nadelen van de CO2 las-techniek, windgevoeligheid en kwetsbare enzware slangen, gemakkelijk worden onder-vangen.De wapening werd geknipt en gebogen ophet centrale wapeningsterrein, waar per dag40 - 60 ton is verwerkt. De wapening tot 014 in de kwaliteit FeB 500 wordt op rollenvan ? 2 ton aangevoerd en verwerkt op tweeautomatische strek- en knipmachines. Dezwaardere wapening tot 0 40 wordt verwerktdoor een installatie met voorraad- enafwerp-tafels.De nodige portaalkranen zorgen voor aan-voer en afvoer van het wapeningsstaal. Eencomputergestuurd optimaliseringsprogram-UITVOERING7Wapeningskorf voor paalsectie8a-bSamenstel/en van de palen uitverschillende secties, op tweeassemblagebanenma levert eenknipstaat waardoor het feitelij-ke knipverlies tot minder dan 1% wordt gere-duceerd.5. VoorspanningTen behoeve van het voorspannen zijn driesystemen gebruikt, namelijk Cona-Multivoor de voorspanning in langsrichting: BBRVvoor de voorspanning (in het brugdek) indwarsrichting; en Dywidag (met behulp vanstaven) voor het bevestigen van de paal kop-pen en ook voor het hijsen van de palen,als-mede de constructie van de tandopieggin-gen.De langs- en dwarsvoorspanning werd bij hetbrugdek steeds in twee fasen aangebracht.6. Prefabricage van de constructie-onderdelen (enkele bijzonderheden)PalenDe paalsecties werden in verticale stand ge-betonneerd. De produktie.geschiedde in een24-uurs cyclus. Bij de verdere afwerkingwerden de secties in een horizontale positiegebracht.De 7 stalen bekistingen waren vari?rend vanhoogte teneinde de gewenste verschillen insectielengte met stappen van 0,5 m te kun-nen realiseren. Tijdens het storten waren sta-len pijpen om de kabelomhullingen gescho-ven om ze in de juiste positie te houden.De secties werden op twee montagebanensamengevoegd (foto 8). De 20 mm bredevoegen werden onder druk ge?njecteerd tus-sen een stalen binnen- en buitenbekisting.Cement XXXVII(1985)nr. 6Ten behoeve van de montage van de sectieswaren v??r het injecteren van de voeg reedsdrie kabels doorgevoerd, waarbij de kabel-omhullingen door moffen waren verlengd enin de voeg afstandhouders waren aange-bracht.Elke dag kwam 1 paal gereed. De beschikba-re ruimte op het opslagterrein bedroeg 20palen (zie foto 3).9Bekisting voor de kokerliggers471StandaardkokerliggersHet brugdek van dekokerligger bezit eendwarshelling van 1,5%, de onderplaat vande kokerligger verloopt echter horizontaal.De stalen bekisting bestond uit een buiten-bekisting en een inklapbare en intrekbarebinnenbekisting (fig. 9). In een cyclus vanvier dagen werden vierkokerliggers vervaar-digd met eengezamenlijke lengte van 100 m.De eindblokken van de liggers (met detandoplegging) werden vooraf gemaakt;de balken en dwarsschotten binnen de lig-gers achteraf.Een doorgaand stort voor een kokerliggermet behulp van betonpompen vergde eentijd van 6 tot 7 uur. Alleen in de winter werdeen stoombehandeling toegepast.UITVOERING+ -1 IKIST LAAG75000II I I.- I I20 4000PIJLER SEGMENTISOOOOBOOOAANZICHT ZIJOVERSPANNING AANZICHT HALVE HOOFDOVERSPANNING10Aanzicht halve vrije uitbouwbrug11Wapening voore/ement AM, tussenelement BM en pij/ersegment12Gedee/te hoofdoverspanning opproduktiep/aats.De liggers werden met de 1400 tons portaal-kraan naar de kade vervoerd en vandaar metde Ibis naar de uiteindelijke lokatie. De toe-gepaste hijsstavenliepen door sparingen inbrugdek en bodemplaat.Paa/koppen, koppe/ba/ken, paa/p/uggen,pijlerschachten, landhoofdenVoor de paalkoppen en koppelbalken werdvoor het bovenste gedeelte gebruik gemaaktvan dezelfde bekisting. De paalkoppen wer-den met behulp van gritstralen afgewerkt tenbehoeve van de montage van de oplegblok-ken. Deze laatste werden pas aangebrachtnadat de positie van de reeds aangebrachtepaal nauwkeurig was opgemeten.De paalpluggen bestonden uit eendaardelement van 3,05 m en een elementvan vari?rende lengte. Er waren twee stalenbekistingen. Daar deze pluggen niet gewa-pend waren, werden ze als onderdeel van denabehandeling 48 uur in de stortpositiehouden.De secties voor de 24 pijlerschachten (pijler-type 2A) werden in horizontale positie gebe-tonneerd.Voor de intotaal 48 secties was ??n bekistingbeschikbaar. Ten behoeve van de gewenstevariatie in lengte was ??n van de eindschot-ten verstelbaar.De in totaal 10 landhoofden werden als ??ngeheel vervaardigd in een houten bekisting.HoofdoverspanningDe moten voor de hoofdoverspanning bij hetsteigerloosuitbouwen hebben wanden vanconstante dikte. Devervaardiging had plaatsop twee produktielijnen, waarbij een verde-ling was aangebracht tussen de moten metgrotere, resp. kleinere hoogte (fig. 10, fo-to 11 en 12). De moten werden gecontra-mald.Cement XXXVII (1985)nr.6 472UITVOERING13Veldfabriek voor de caissonsCement XXXVII(1985)nr. 6Op de produktielijn van de hogere motenwerden er in totaal 60 vervaardigd, (4 maal6 3-6), uit te bouwen vanuit de pijlers 43 en44. Op de andereproduktielijn 56 moten (4maal 14) in de richting van de pijlers 42 en45, alsmede 44 moten (4 rnaal t t) in het mid-den van dehoofdoverspanning. Ten behoe-ve van de gecontramalde aansluiting moest??n moot acht maal worden verplaatst vande ene naar de andere produktielijn. De 4maal drie moten boven de pijlers 43 en 44werden in de veldfabriek tot ??n element sa-mengevoegd. Dat was ook het geval met de4 maal vier moten boven de pijlers 42 en 45,waarmee de aansluiting tot stand kwam tus-sen de uitbouwbrug en de standaardbrug.Bij de hogere moten bedroeg de produktie-tijd voor de 12 normale moten 10 weken. Inde twee buitenste moten boven de hootdpl]-Iers moesten dwarsschotten worden inge-bouwd. De middelste pijlermoot kon wordenvervaardigd met behulp van de normale bin-nenbekisting.Op de andere produktielijnkon in 4 tot 5 we-ken een volledige reeks van 25 elementenworden geproduceerd.Overige zware geprefabriceerde elementenDe in totaal 20 caissons dienden alle gereedte zijn voordat met plaatsing kon worden be-gonnen. Voor de relatief eenvoudige elernen-ten was dus veel bouwterrein nodig. Om diereden is een aparte bouwplaats ingericht aande zuidwest kant van de hulpdam (foto 13).Voor de landhoofden en paalkappen vanbrug 3 gold hetzelfde als voor de caissons.Er is sprake van relatief weinig maar zwareelementen die binnen het geheel van de veld-fabriek een storend element vormden.Ten slotte waren er de 16 roosters voor defundering van brug 3. Door de hoogte van3 mkonden er twee boven elkaar worden ge-maakt.473Alle zware elementen die in een beperkt aan-tal nodig waren, werden gemaakt met behulpvan een houten systeembekisting.UITVOERINGing.J.Schroor, ing.B.Obladen ening.Tj.A.WoltersBallast Nedam Groep NV, Amstelveen16. Montage van de bruggenWerkvoorbereidingIn september 1981 werd begonnen met hetvoorbereiden van de definitief te kiezenwerkmethoden. Diverse mogelijke typenequipment zijn ter tafel gekomen om:a. de palen te plaatsen;b, de brugliggers te monteren.De uiteindelijke keuze voor de palen is ge-maakt uit de volgende methoden:1. drijvend boren en palen plaatsen met bok;2. boren vanaf jackets die door een bok ge-plaatst worden, palen plaatsen met dezelfdebok;3. ??n hefeiland met vier boormachines,voor het tegelijk boren van vier gaten, palenplaatsen met bok;4. zelfde hefeiland met zware kraan om pa-len te plaatsen.5. twee grotere hefeilanden met twee boor-machines en een zware kraan om palen teplaatsen.6. twee kleinere hefeilanden met lichtekraan voor boorwerkzaamheden en een bokom de palen te plaatsen.Naar aanleiding van dekostenstudie en demeer algemene inzetbaarheid van het betref-fende equipment is de keuze bepaald op de6e methode.Voor de montage van dekokerliggers i-s ge-kozen uit:1. vijzelponton;2. katamaran ponton;3. drijvende bokken;4. ponton met kranen;5. speciaal te bouwen montageschip.De keuze viel op -het speciaal te bouwenmontageschip. Redenen hiervoor waren:- de grote vereiste hijshoogte van ca. 36 mpeil;- kleine waterdiepte;- grotere snelheid van werken.Met deze twee beslissingen, genomen inno-vember 1981, was de werkmethode in grotelijnen vastgelegd. Intussen was verder on-derzoek gedaan naar het te gebruiken boor-equipment en kon begin december 1981 deopdracht worden geplaatst voor vier boor-machines. De levertijd van deze vier machi-nes was negen maanden. Omdat het geenstandaard-machines betrof, moesten ze indie tijd geheel ontworpen en gebouwd wor-den.Cement XXXVII (1985)nr. 6Na de beslissing van november 1981 kondenook de twee hefeilanden en het montage-schip bestekskiaar worden gemaakt. De le-vertijd van de hefeilanden was acht maandenen die van het montageschip tien maanden,inclusief definitief ontwerp.Ondanks internationale concurrentie voor deleverantie van bovengenoemd materieelkonden alle opdrachten in Nederland wordengeplaatst, behalve de boormachines die inDuitsland werden aangekocht. Dit bleek ach-teraf nagenoeg een 'must' vanwege de kortetijd die ons beschoren was om het materieelte ontwerpen, te bouwen en tijdens de bouwde nodige aanpassingen te doen om tot eenvolledige integratie van brug- en materieel-ontwerp te komen.Aangezien de levering voor het materieel dui-delijk uiteenviel in twee groepen, te wetendat voor de onderbouw (begin september1982) en dat voor de bovenbouw (half no-vember 1982) werd gemikt op het plaatsenvan de eerste paal half december 1982. Datbetekende: levertijd begin september, be-proevingenop de Maasvlakte tot eind sep-tember, transport-gereedmaken en laden tothalf oktober en afvaart half oktober, aan-komst Bahrein begin november, operatio-neel maken tot half december!Door het kiezen voor een snelle transportme-thode, overtocht in twee weken met een zelf-varend afzinkponton, kon een uitgebreidtestprogramma worden uitgevoerd op hefei-land en boormachine. Een tweede transportwas samengesteld uit materieel voor de bo-venbouw en voor algemeen gebruik. Dittransport werd gedaan met een langzamergesleept afzinkponton.Tijdens de bouw van het materieel was ergelegenheid om op verschillende onderde-len van de werkmethode uitgebreid proevenop ware grootte uit te voeren.Tijdens de bouwfasen is de werkmethodeverder in details uitgewerkt en werd aan dehand hiervan het kleinere equipment aange-kocht. Ook is er tijdens deze fase een zeerintensief contact ontwikkeld tussen de afde-lingen ontwerp, prefab en uitvoering offsho-re. Op deze manier is het mogelijk geweestom tot een zeer grote mate van integratie tekomen tussen ontwerp van de brug en ont-werp van het materieel.4742. Overzicht materieel1. hefeiland (Buzzard);2. hefeiland (Stork);3. drijvende bok cap. 400 ton (Ostrieh);4. drijvende betoncentrale 25 m3/u(Phoenix):5. kraanponton 75 ton op 25 m (Beo);6. ankerbehandelingsvaartuig (Toucan);7. palentransportponton (Ouckoo):8. 2 pontons 45 x 15 x 2,50 m.Bovenstaande vaartuigen werden gebruiktvoor de onderbouw van de brug.Voor de bovenbouw van'de brug is gebruikt:9. Montageschip voor brugdelen (Ibis).Voor de hoofdoverspanning zijn ingezet:10. drijvende bok cap. 1000 ton (Ara);11. drijvende betoncentrale 40 m3/u(Marabou);12. 3 kraanpontons;13. 2 pontons 60 x 20 x 3,50;14. 2 kranen cap, 200 ton elk.Verder gebruikt algemeen materieel:- 1 sleepboot 1200 pk (Condor);- 2 sleepboten elk 2000 pk;- een bevoorradingsvaartuig voor water,olie enz. (Skylark);- 6 kleine pontons;- 2 kleine duwboten van 400 PK.Voor personeelstransport is gebruik ge-maakt van vier snelvarende boten met ac-commodatie voor 30 personen, snelheid ca.15 knopen.Verder werden kleine snelle boten zoals Bos"ton Whalers en Zodiacs ingezet voor het per"sonentransport tussen de verschillendevaartuigen onderling.3. Boren paalgaten en plaatsen palenWerkmethodeVoor het boren van de paalgaten in de zeebo-dem werden twee hefeilanden ingezet. Vanafelk eiland konden met twee boren twee naastelkaar liggende gaten worden geboord (fo-to 1). In totaal moesten bijna 500 gaten wor-den geboord, met een boordiameter van3,90 m.Na plaatsing van de mantelbuis met de kraanop het hefeiland (fig. 2), werd de boor neer-gelaten en kon worden geboord tot in de har-de lagen. Daarop bleef de mantelbuis (ca-sing) rusten. Het boren werd voortgezet totUITVOERINGI IimJO.OOm4.20 m3200 TON2.50 lil10 TONPER2000I I I 1 ILENGTH O.AOEPTHOISPLACEMENTORAFTDECK lOADPAY LOAOFREEoeCK AREAPLATFORM HULLo 20 za 3B1E?n van de twee hefeilanden bezig metboren van paalgaten2Hefeiland in doorsnede metaangegevende kraancapaciteit3-4Boren paalgaten en aanbrengen palenhet vereiste funderingsniveau.De betonnen palen, na de assemblage varl?-rend van 20 tot 35 mlengte met een maxi-maal gewicht van circa 300 ton, werden metde grote traversekraan vervoerd van hetwerkterrein naar de haven. Daarwerd de paalovergenomen door een speciaal palenpon-ton. Aangekomen op lokatie werd de paalmet een 1OOO-tons bok boven de mantelbuisgehesen en neergelaten in het boorgat. Ten-slotte is de ruimte tussen buitenkant paal enboorgat gevuld met grout.In positie brengen van het hefeilandOmdat de frames waarop de boorstellingenwaren gepl aatst beperkt beweegbaar waren,was het van belang het hefeiland zo exactmogelijk te plaatsen. De maximale verplaat-sing van een frame loodrecht op de lengte-asvan het hefeiland bedroeg + en - 0,4 m. Inlangsrichting was deze verplaatsing + en -1 m. Het hefeiland "moest dus binnen deraamwerken van 0,8 x 2,0 m worden ge-plaatst. Om niet alleen een accurate maarook een snelle plaatsing mogelijk te maken,was een computerprogramma ontwikkelddat op basis van de co?rdinaten van de an-kers het hefeiland kon inmeten. Hiermee konbinnen 4 uur het hefeiland worden verplaatstmet een nauwkerigheid van 0,1 m, dus ruimbinnen de tolerantie van de frames. In eenvolgende inmeetfase werd ervoor gezorgddat de frames zo werden gesteld dat de aslijnvan de mantelbuis samenviel met de aslijnvan de paal.Maken boorgat, plaatsen en afwerken paal(fig. 3 en 4)Na inmeten van de boorframes werden deCement XXXVII(1985) nr. 6. 475UITVOERING5E?n van de palen in de strop van dedrijvende bokmantelbuizen geplaatst. Daarop werden deboormachines geplaatst, wat gebeurde doorde kraan van het hefeiland. Het eerste stukmantelbuis was voorzien van een snijrand,de buis was 12 m lang met een gewicht van50 ton. De nakomende buisstukken varieer-den in lengte van 1,20 tot 6,0 m. Afhankelijkvan het bodemonderzoek werden van tevo-ren stukken gereedgemaakt.Het boren gebeurde met snelheden van 1 tot1,5 m per uur. Het frame was voorzien vaneen hydraulische draai- en hefinrichting voorde mantelbuizen. Bij het boren is het water-peil in de mantelbuis hoger gehouden danhet zeewaterniveau, om onderloopsheid tevoorkomen.Als de boorkop op hetzelfde niveau was ge-komen als de snijrand, werd de mantelbuisdieper ingedrukt, waarna het boren werdhervat. Voor een goede afsluiting stak demantelbuis ca. 0,5 m in de vaste rots.Het verwijderen van de boorspecie gebeurdemet een zgn. airlift-systeem via de boor-stang, waartoe vier compressoren werdeningezet. Als het boorgat eenmaal op dieptewas en akkoord bevonden door de consul-tant, werd de boormachine verwijderd.Intussen was de paal liggend in een kantel-stoei en voorzien van de paalmuts, op hetpalenponton aangevoerd. Tijdens het hijsenmet de bok Ostrich kwam de paal verticaalte hangen (foto 5). De paal werd in het gatgelaten en opgehangen aan een dwarsbalkop het frame. Via twee zadels waarop de balkwas geplaatst, kon de paal over een kleinehoek worden gedraaid. Naderhand kon zo depijlerkop met Dywidag-staven op de pijler-paai worden bevestigd. De grootste in depraktijk gemeten afwijking in horizontale en6Gemonteerde enkelvoudige paalkoppenCement XXXVII (1985)nr.6hoogte-richting bedroeg 30 mm resp.20 mm; dat was ruim binnen de bestekseisvan + en 100 mm resp. + en - 25 mmo Demaatafwijkingen zijn tot zeer kleine waardenteruggebracht door de neopreen-opleggin-gen op de pijlerkoppenin de juiste co?rdlna-ten te stellen.De boorkoppen waren 3,75 m in diameter ende palen 3,50 m, waardoor een ruimte vanzo'n 0,15 m overbleef. De boorgaten waren0,5 m dieper dan het paalpuntniveau. Dui-kers schoonden het boorgat op en plaatstenwiggen tussen paal en boorgatwand. Via eenbuis werd onderwaterbeton gestort tot eenhoogte van 4 m in de paal. Daarna werd debuitenruimte gevuld met grout. Het onder-waterbeton bleek in de praktijk ca. 1 maande buitenkant van de paal omhoog te zijn ge-komen. Om die reden is de eerste groutuit-laat geplaatst op een hoogte van 1 mbovende paalpunt. De groutleidingen waren in depaalwand ingestort. De 2 andere qroutultla-ten waren 0,5 m hoger gelegen en gelijkma-tig verdeeld over de omtrek. Een tweede laagvan drie uitlaten lag 6 m hoger, alle drie opde zelfde hoogte en gelijkmatig verdeeldover de omtrek.De consultant had geeist dat na het aanbren-gen van de grout 10 uur moest worden ge-476wacht met het loskoppelen van de paal vanhet frame. In de praktijk bleek dat sneller tekunnen, ongeveer na 4 uur, als het onderwa-terbeton een druksterkte had bereikt van1,7 N/mm2? De grout was dan nog vers enbewegingen van de paal zouden de standze-kerheid kunnen be?nvloeden. Gerekend konechter worden op het 'self healing' effect vande grout waardoor blijvende verstoringenniet zouden optreden. Omdat echter de ver-hardingstijd van 10 uur goed paste in de pro-duktleptannlnq, is daar niet van afgeweken.Na het losmaken van de palen en het verwij-deren van de mantelbiJizen, verplaatste menhet hefeiland naar een volgende lokatie.Er werd een produktie bereikt van 61/2 paalper week, met twee hefeilanden en vier boor-machines. De planning was paal perweek, waardoor een aanzienlijke voorsprongop het tijdschema werd bereikt. Tijdens hethele proces van 496 palen plaatsen heeftzich nauwelijks enige vertraging voorge-daan. Het materieel dat grotendeels in eigenhuis vroegtijdig was ontworpen, bleek aande verwachtingen te voldoen.4. Afbouw van de pijlerNadat de twee palen van een pijler gereedwaren, volgde een precisiemeting door deSurvey-afdeling. Daarna bouwde het kraan-ponton Beo de pijler verder af. Ter bescher-ming tegenscheepsstoten zijn inde palenzgn. impact-pluggen aangebracht. Van 2 monder watertot 4 m boven water zijn de palenmassief. Op het lage niveau werd een conso-le in de paal aangebracht waarop geprefabri-ceerde pluggen zijn gestapeld tot de gewen-ste hoogte. De prefab-fabriek leverde plug-gen in diverse hoogten. De zwaarste woog50 ton. De overblijvende ruimte tussen paal-wand en de pluggen werd met grout gevuld.Hierna volgde het plaatsen van de pijlerkop.Dank zij de nauwkeurige plaatsing van de pa-len kon de kop steeds centrisch op de palenworden geplaatst (foto 6). Via de as-metingin het trac? zijn op de prefab-fabriek de paal-afwijkingen gecorrigeerd door verschuivenvan de opleggingen. Hoogteafwijkingen wer-den opgevangen door de dikte van de grout-voeg te vari?ren.Een enkelvoudige pijlerkop woog 40 ton. Devoeg bestaat uit Conbexta, een gietmortelmet een lage krimpfactor. Na verhardingUITVOERING7Paalkoppen met koppelbalkhiervan werden de vier Dywidag-staven ge-spannen en de sparing afgewerkt.De pijlerkop van het type metkoppelbalk (fo-to 7) woog 280 ton en kon niet door het kraan-ponton alleen worden geplaatst. Na de nodi-ge voorbereidingen bracht ??n van de tweedrijvende bokken deze paalkoppeling aan.Ook de landhoofdconstructies met een ge-wicht van 350 ton zijn met de bok Ara ge-plaatst.De neopreenopleggingen die al in een vroegstadium werden gemonteerd, moesten wor-den afgeschermd tegen de zonbestralingomdat de temperatuur in deze zwarte platenkon oplopen tot zo'n 80?C. Bij een dergelijkewarmte was er gevaar dat deplaten bij belas-ten teveel zouden inzakken.5. Hef- en transportschip Ibis (fig. 8)Een groot aantal randvoorwaarden bepaalde8Constructie Ibis9Ibis bezig met plaatsen uitkragende liggerde uiteindelijke afmetingen van dit schipop:64 x 32 x 4,5 m. Voortstuwing met twee viaaan dek opgestelde dieselmotoren aange-dreven Aquamasters van 837 PK. Voor ma-noeuvreren is een elektrisch aangedrevenboegschroef aanwezig van 800 PK op hetvoorschip.Het hijsportaal waarmee de liggers werdengehesen, is zo geplaatst dat de liggers zichin het zwaartepunt van het schip bevonden.Met tv-monitoren kon het plaatsingsprocesin het dekhuis worden gevolgd. Alle hande-lingen werden overigens verricht vanuit ditdekhuis. De accommodatiecapaciteit be-droeg 12 personen.6. Plaatsen van de liggersDe Ibis is voorzien van twee op het dek ge-monteerde zijdelings verplaatsbare ligger-ondersteuningen om zowel de grote als dekleine liggers op de juiste plaats te kunnenondersteunen. Bij geringe steunpuntsaf-stand werd een inhangligger vervoerd; bijgrote steunpuntsafstand konden de kraag-Cement XXXVII(1985)nr. 6 477"LENGTH8REAOTHDEPlHQEADWEIGHTHOISTING LOAOOJTREACHL1FTING HElGHTSPEEDTOP6S00mJ200m220m1800 TON900m00 m ABOVEOECK LEVEL)8 KNOTSIHR5500mUITVOERING10Ibis tijdens het plaatsen van eeninhangliggerliggers worden vervoerd en geplaatst, waar-bij de opleggingen 46,35 muitelkaarlagen(foto 9 en 10) .In de prefab-fabriek was een insteekhavengebouwd waar de 1400 tonsportaalkraan deliggers op de Ibis kon plaatsen.Als de Ibis met een ligger bij de brug in aan-bouw was gearriveerd, werd het vaartuig ver-ankerd. door middel van een 'constant span-ningssysteem' op de ankerfleren. waarbijeen verandering op ??n draad wordt gecom-penseerd in de andere draden, kon de Ibisnauwkeurig in positie worden gebracht.liggers werden vervolgens geplaatst binneneen tolerantie van 30 mmo De inhangliggerswerden geleidingsconstructie ge-plaatst, zodanig dat de in het zicht komendevlakken gelijk vallen met de kraagliggers.De opleggingen in de tand tussen uitkragen-de Jigger en inhangligger werden ter plaatseaangebracht. De oplegplaten werden aan deonderzijde van de inhangligger gelijmd zodatin een later stadium bij het stellen van de lig-ger, de ruimte ondergrout kan worden.Met het oog op zettingen in de palen bij hetbelasten van de bovenbouw, alsmede krimpen kruip van de liggers, werden ze tijdelijkopgelegd op zachthout pakketten.7. Continu maken bovenbouwEen half jaar na plaatsing, als krimp en kruipgrotendeels zijn uitgewerkt en de palen hunzetting hebben verwerkt, konden de liggersdefinitief worden afgesteld. Hiervoor zijnover de brug verrijdbare steigers gemaakt(foto 11).E?n unit die in de voeg tussen de liggers rijdtis uitgerust met vijzels waarmee de uitkra-gende liggers konden worden opgevijzeld enop hoogte afgesteld. De ruimte die zodoendeontstond tussen de neopreen-oplegging opde paal en de ligger werd metgrout gevuld.In vakken van 300 m is de brug opgedeeldin doorgaande velden. Deze vakken zijn met11Werksteigerrijroosters be?indigd. Begonnen werd in eenvak van 300 meter met het opvijzelen van demiddelste uitkragende ligger. Daarna werdnaar beide kanten verder gewerkt, waardoorde opleggingen weer terugkomen in de neu-trale stand. Als de uitkragende liggers vaneen vakop hoogte waren gesteld, volgde eentweede ploeg met ??n middensteiger entwee zijsteigers. Eerst werden de inhanglig-gers opgevijzeld en de opleggingen metgrout gevuld. Bij een betontemperatuur ho-ger dan 27?C moesten de liggers van elkaarworden gedrukt.Na het op hoogte brengen van de inhanglig-gers werden op het dek de doorgaande pla-ten gestort.8. Afwijkende fundering bij brug 5:caissonvoetenBij brug 5 zijn de palen niet direct in de bo-dem geplaatst, maar in caissons. Voor diecaissonfundering was een ondiepe sleuf ge-baggerd. De bok Ara heeft de caissons opsteenbeddingen geplaatst, waarna de palenin de caissons zijn geplaatst, vastgehoudendoor een stalen frame dat ook werd gebruiktvoor het inmeten. E?nmaal geplaatst, volgdeeenzelfde afwerking als bij de geboorde pa-len, namelijk vullen met grout. Afbouw pijlersen bovenbouw waren identiek aan de hier-voor beschreven methode.9. Aanbruggen naar hoofdoverspanningDe fundering voor de pijlers van de aanbrug-gen is opgebouwd uit vier palen. In deze pa-len werden geprefabriceerde betonplatengehangeh en daarop plaatste de bok Ara eengeprefabriceerde betonnen poer van ca.1000 ton, die op alle vier palen steunt. Aande onderkant van de poer zitten ter plaatsevan de palen conisch uitgevoerde verdikkin-gen die in de paal geleiden.De voeg tussen paal en poer werd aan debuitenkant afgedicht. De ruimte in de palenboven de betonplaten werd door de poerheengegrout en tegelijk werd de voeg tussenpaal en poer gedicht met grout. In de poerenkomen boven elke twee palen gewichtsver-minderende sparingen voor. Rond de spa-ring stond een damwandkuip. Na het groutenwerd de sparing volgestort.Vervolgens werden de geprefabriceerdeschachten geplaatst. Deze bestaan uit ??npaalelement met een diameter van 3,50 m.Op deze schachten werd de paalverbindinggeplaatst.Enkele nog hogere schachten bezitten eenrechthoekige doorsnede en bestaan uit eenonder- en bovendeel. Ook deze onder-schachten werden geplaatst in een dam-wandkuip op de poer. De rechthoekige on-derschacht werd met tweeluskabels ge-spannen op de poer.Cement XXXVII(1985)nr. 6 478UITVOERING12Hon?ngraad-gr?d; tunaerinqscsissonzonder bodem10. HoofdoverspanningDe funderingen van de vier pijlers onderhoofd- en zijoverspanningen zijn opge-bouwd uit caissons zonder bodem, zgn. ho-ningraat-grids (foto 12). Voordat deze ge-prefabriceerde grids werden geplaatst ver-wijderde de cutterzuiger de zachte lagen totop de vaste rots. Vervolgens werden met hethefeiland 4 paalsecties van 3 m lengte lnqe-boord en gegrout. Bovenkant paalsectieslagop 12 m - peil. Het eerste grid werd dank zijnauwkeurig inmeten, direct op de paaIsec-ties geplaatst.De eerste twee elementen van de hoofdpijlerzijn uitwendig 20 x35 x3,5 m. Ze zijn gecon-tramald op elkaar gestort. De elementenwerden direct na elkaar geplaatst; het ge-wicht per element is ca. 800 ton. Het derdeelement is 15 x 30 x 4 m groot en weegt 70ton. De wanden van het derde element vallenin sparingen in het tweede element. Tot slotis het vierde element geplaatst. Alle elemen-ten zijn met een 1000-tons bok geplaatst.Voor het inmeten van degrids waren dezevoorzien van een staalconstructie waarvande bovenkant boven water uitstak.Het onderste grid was aan de buitenzijdevoorzien van een schort van filterdoek. Naplaatsing werd dit uitgerold waarna eensteenbestorting volgde. Duikers maaktenvervolgens met behulp van een air-lift sy-steem de zeebodem binnen het caissonschoon. Voor het verkrijgen van een dragen-de laag onder de wanden, is de bodem voor-zien van een laag onderwaterbeton. Vervol-gens zijn de verschillende vakken volgestort.De voeg tussen het eerste en tweede elementis afgedicht met schuimplastic.Doordat de onderkant van de wand van ele-ment 3 verdiept ligt ten opzichte van de bo-venkant van de wand van element 2, is eenwaterdichte afsluiting verkregen door hetbeton gelijk met de bovenkant van wandeIe-ment 2 af te storten. Het storten gebeurdevanaf de drijvende betoncentrale Marabou(foto 13).13Aanbrengen onderwater beton vanafpontonCement XXXVII (1985)nr.6 479UITVOERING14Hamerstuk op de prefab-fabriekVanuit de menger werd het beton direct inde pomp gebracht. De slang van de pomphing met zijn uitloop in de stortpijp. Zo konde slang van de pomp onafhankelijk bewe-gen terwijl toch de stortpijp steeds in het be-ton bleef.Aangezien de vakken 7 x 7 rn groot zijn, hoef-de de stortpijp alleen verticaal bewogen teworden. Belangrijk was dat de voeg tussende elementen 2en 3 goed werd afgedicht.De voeg tussen de elementen 3 en 4 is afge-dicht met een omega-profiel. Direct na hetonderwaterbeton aanbrengen is het caissonleeggepompt en schoongemaakt met eenhoge drukspuit. Hierna is de betonvloer vlakafgestort. Van 6 m - peil tot bovenkant cais-son 2 m + peil, is gewapend beton toeqe-past.Element 4 is aan de buitenkant voorzien vaneen coating, evenals de palen. Om coatingen beton te beschermen tegen scheepssto-ten, werd een tijdelijk remmingwerk aange-bracht.Defundering van de vier pijlers van de hoofd-overspanning zijn op eenzelfde wijze ge-bouwd, alleen de afmetingen van de 2secun-daire pijlers zijn kleiner dan die van de 2hoofdpijlers,De schachten van deze vier pijlers bezittenzodanige afmetingen dat besloten werd deze8 schachten in het werk te storten met behulpvan een klimbekisting. De pijlerkoppen zijnniettemin geprefabriceerd.11. BovenbouwDebovenbouw bestaat uit geprefabriceerdeelementen die door middel van de vrije uit-bouwmethode in het werk zijn gemonteerd.De elementen zijn in de prefab-fabriek ge-maakt en met pontons naar de hoofdover-spanning gebracht. Het hamerstuk met eenlengte van 12 m weegt 650 ton en is ge-plaatst met de drijvende bok Ara.Daarna werden eerst twee elementen aanweerszijden gemonteerd met de drijvendebok. Alle volgende elementen werden doorop de kop van d? brug geplaatste kranen ge-hesen en gemonteerd (foto 15).Na montage van de eerste vier elementen ishet hamerstuk met behulp van vier vijzels ge-steld in langs- en dwarsrichting op juistehoogte en in juiste verkanting.Als het verdere uitqouwen was voltooid, ont-brak tot de secundaire pijler nog 5 rneterbo-venbouw, terwijl een middenvoeg van 2 me-ter was ontstaan. Voor de overgang naar deeerste inbouwligger was een speciaal staart-stuk-element gemonteerd. Dit element is13 m lang en steekt over de secundaire pijlerzodat in de volgende overspanning een stan-daard inhangligger kon worden geplaatst. De20 mm brede voeg tussen uitbouwen staart-stuk is ge?njecteerd. De resterende midden-voeg van 2 meter werd in het werk gestort.Cement XXXVII (1985)nr. 615Montage elementen voor dehoofdoverspanning480









Reacties